
Rubber Mold
Rubber molds are also called rubber injection molding, rubber stampers, and rubber vulcanization molds. A metal model used to press molded rubber parts. Generally, it is obtained by mechanical processing according to drawings, and heat treated to improve its hardness and wear resistance. Mold cavity has the same structure as product. Cavity size must take into account shrinkage of different rubbers, and size of product should be enlarged or reduced to obtain appropriate product size.
With development of China’s rubber products industry, variety of rubber products is increasing and output is expanding, which promotes design and manufacture of custom rubber molding from traditional experience design to theoretical calculation design. In particular, continuous improvement of rubber production equipment and improvement of rubber moulding process, more and more rubber molds, level of rubber moulding process and mold complexity is getting higher and higher. High efficiency, automation, precision and long life have become development trend of rubber molds.
First, classification of custom rubber molding
Rubber molds are divided into four major molds: press forming mold, rubber mould casting, rubber injection molding, extrusion mold, and some special rubber molds for producing special rubber products, such as inflatable molds, according to mold structure and product production process. Dipping molds, etc.
- Press forming mold: Also known as ordinary mold that directly put semi-finished rubber compound which has been kneaded and processed into a certain shape and weighed into a mold in rubber mold company, and then sent to a flat vulcanizing machine for pressurization and heating. Molded rubber parts is vulcanized under pressure and heating.Features: Mold is simple in structure, strong in versatility, wide in use and convenient in operation, so it occupies a large proportion in molded rubber parts.
- Rubber mould casting: Also known as transfer mold or extrusion mold. Rubber or rubber block semi-finished products with a simple shape and a limited amount is putted into a cavity of a die-casting mold, pressed by pressure of die-casting plug, and introduced into mold cavity through casting system for vulcanization.Features: It is more complex than ordinary mold and suitable for making thin-walled, slender and flexible products that can not be pressed or barely pressed by ordinary molding in rubber mold company, as well as rubber products with complicated shapes and difficult to feed. All items produced by such a mold have good compactness and superior quality.
- Rubber injection molding: It is a type of vulcanization in which a pre-heated plastic material is injected into a mold through gating system.Features: complex structure, suitable for large, thick-walled, thin-walled, complex shapes. High production efficiency, stable quality and automatic production.
- Extrusion mold: Rubber profile semi-finished products of various cross-section shapes are formed by molding die to achieve purpose of preliminary molding, then cooled, shaped and transported into vulcanization tank for vulcanization or used as a preformed semi-finished rubber compound that required for compression molding.Features: high production efficiency, stable quality, and automatic production.
Second, rubber mold structure
- Remaining trough
In order to ensure that rubber filled in the cavity is filled and compacted, it must be slightly excessive. Therefore, it is necessary to open a groove around the cavity to store the residual glue. The groove for removing the residual material is called a residual trough, and Weigh the glue tank. - Vent
When gas is sealed in the cavity, defects such as bubbles, alum, and lack of glue are generated, so it is necessary to make cavity exhaust smooth. In general, gas can be discharged from gap of parting surface, but in some cases, some parts are not easily exhausted, and it is necessary to open small hole to facilitate exhaust. These small holes are called vent holes. - Pry Slot
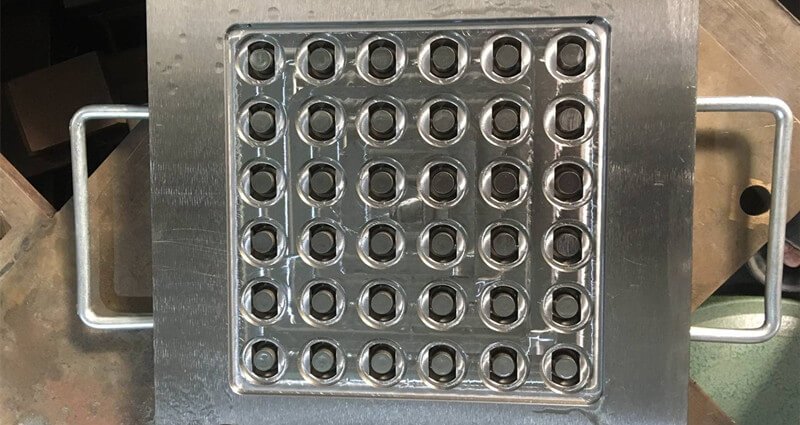
Pry slot cant be too deep, cant be big chamfer angle. If it is a pair of pry slots, each pair should be symmetric with template center and as close as possible to positioning pin. Usually, it is not necessary to use a slanting. But for thin product custom rubber molding, use a slanting since cavity is shallow, mold opening does not need much force. Flat boring is inserted into slanting, and template is separated. Slanting can be used in rubber mold such as hot water bag mold and slipper mold. - Handle
Custom rubber molding has two types: fixed type and mobile type. It is not necessary to remove mold from flat vulcanizing machine during fixed type, and generally adopts mechanical operation. Mobile type is mostly manually operated. After vulcanization is completed, die is carried out of the vulcanizing press. Therefore when die is large, labor intensity is great, heavier die needs to be mounted with a handle for convenience of moving, which is convenient and safe. However since area occupied by flat plate is increased, smaller mold does not have a handle.



